




Induction hardening of gears is a process. It uses electromagnetic fields to quickly heat gear surfaces. Then, the surfaces are cooled fast. This method makes the surface harder and more resistant to wear. The core stays tough and strong. Gears have less distortion after this process. This means less time is needed for machining. Canroon’s advanced induction hardening technology gives precise control. It makes sure every gear meets high quality standards.
Key Takeaways
- Induction hardening makes gear surfaces harder and helps them last longer. This means gears do not wear out fast and need fewer replacements.
- The process uses careful heating and cooling. This keeps the gear’s shape and makes the inside stay strong.
- Canroon’s advanced technology gives steady quality and good performance. This helps companies follow strict industry rules.
- Induction hardening works faster than old methods and uses less energy. This saves time and money when making gears.
- It is important to control the process carefully. This stops problems like cracks or soft spots and makes sure gears are high quality.
Induction Hardening of Gears Overview
What Is Induction Hardening of Gears
You can think of induction hardening of gears as a special heat treatment. This process uses an electromagnetic field to heat only the surface of a gear. The gear sits inside or near a coil that carries a high-frequency current. The magnetic field makes electric currents flow in the gear’s surface. These currents heat the metal quickly. Right after heating, you cool the gear with water or oil. This fast cooling changes the surface into a very hard layer called martensite. The core of the gear stays tough and strong. Induction hardening of gears lets you harden only the parts that need it. You get precise control, fast cycles, and less distortion compared to other methods.
Why Gears Need Induction Hardening
Gears work under heavy loads and high stress. You want your gears to last a long time and resist damage. Induction hardening of gears helps you achieve this by:
- Increasing surface hardness and wear resistance.
- Improving fatigue strength so gears can handle repeated stress.
- Adding compressive stresses to the surface, which helps stop cracks from forming.
- Reducing the risk of common failures like cracks at the tooth root, bending stress, and surface fatigue.
- Keeping the core soft and tough, which helps absorb shocks.
You also get fast heating cycles and accurate heating patterns. This means you spend less time on post-processing and get more reliable gears.
Tip: Induction hardening of gears is different from carburizing or nitriding. It heats only the surface, so you can treat just the areas that need extra strength.
Canroon’s Role in Gear Hardening
Canroon gives you advanced solutions for induction hardening of gears. Their machines boost surface hardness and wear resistance for gears, shafts, and bearings. You get stable and repeatable results every time. Canroon’s technology lets you control the process with high accuracy. This means your gears meet strict quality standards and perform well in tough conditions.
| Application Type | Hardness Range (HRC) |
|---|---|
| Flywheel Ring Gear | 48-56 or 40-48 |
With Canroon, you can trust that your induction hardening of gears will deliver the durability and performance you need.
Induction Hardening Process

Heating and Cooling Steps
First, you put the gear close to an induction coil. The coil has a high-frequency current. This current makes a magnetic field. The field heats the gear’s surface very fast. Only the outside layer gets hot. Here are the main steps:
- Pre-heat the gear to between 550°C and 750°C. This helps stop thermal shock.
- Heat the gear’s surface to the austenitizing temperature. You can use single-frequency or dual-frequency for this.
- Quench the gear right after heating. Use water or oil to cool it fast. This makes a hard layer called martensite.
- Change the spinning speed during quenching. This stops uneven cooling and defects.
You control each step to get the right hardness and toughness. The process gives a hard outside and a strong inside.
Spin Hardening and Other Methods
There are different ways to do induction hardening for gears. Each way works for different gear sizes and shapes.
- Spin hardening is good for small and medium gears. You put the gear in a coil and spin it. The coil heats the gear evenly.
- Tooth-by-tooth hardening is for big gears. A special coil heats one tooth or gap at a time.
- Through hardening treats the whole tooth edge. You use low power to heat and then quench for even hardness.
- Contour hardening uses one or two frequencies. This lets you harden tricky shapes and profiles.
Pick the method that fits your gear’s size, shape, and needs.
Key Features: Localized Heating, Fast Cycles
Induction hardening is special because it heats only certain spots. The cycles are fast. You heat just the parts that need it. This lowers the chance of distortion and saves energy. You do not have to cover other parts of the gear. The process fits well in your production line.
Here is a table that compares induction hardening and carburizing:
| Feature | التقسية الحثية | Carburizing |
|---|---|---|
| Heating Method | Localized heating | Whole gear heating |
| Time Efficiency | Rapid process | Time-consuming |
| Heat-Affected Zone | Minimal | Larger |
| Distortion | Reduced | Higher risk |
| Masking Requirement | None | Required |
| Production Integration | Seamless inline integration | Separate heat treatment |
You get better wear resistance and contact fatigue strength. The process also puts compressive stresses on the surface. These stresses help stop cracks from growing. Induction hardening is great for gears that need tight size control and high strength.
Process Parameters and Controls
You must control many things during induction hardening. These include:
- Heat treatment specification: Gear designers pick the case depth and hardness you need.
- Part temperature: Start at room temperature or pre-heat for deeper hardening.
- Quenching techniques: Pick the right quench media and system to harden the teeth.
- Power, time, and frequency: Change these to control heating speed, hardening depth, and surface quality.
If you set these wrong, you get bad results. Too much power can cause cracks. Too little time can leave soft spots. Wrong frequency can make the hard layer too thin or too thick. Uneven quenching can cause hardness problems.
| Process Parameter | Effect on Quality and Consistency |
|---|---|
| القدرة | Changes heating speed and surface hardness; wrong settings can cause cracks. |
| Time | Not enough time makes patchy hardening; too much can cause distortion. |
| التردد | Changes how deep the hardening goes; changes can make hardness uneven. |
| Quenching Details | Bad quenching can cool unevenly, causing non-uniform hardness. |
You need a good inductor design and careful setup. Complex gear shapes may need extra care to stop uneven heating. By controlling the process, you make sure every gear meets your quality needs.
Tip: Always watch your process settings closely. Small changes can really affect how your gear works.
Benefits of Induction Hardening of Gears
Wear Resistance and Surface Hardness
Induction hardening makes the gear’s surface much harder. This helps gears last longer and fight against wear better than untreated gears. Only the outside gets hot, so the inside stays strong. You can see the differences in this table:
| Effect | التقسية الحثية | Untreated Gears |
|---|---|---|
| Surface Hardness | High | Low |
| Wear Resistance | Improved | Poor |
| Distortion | Minimal | Significant |
| Heat-Affected Zone | Minimal | Significant |
A hard surface lets gears handle tough jobs. This means you do not need to replace gears as often.
Strength and Fatigue Life
Induction hardening makes gears stronger and helps them last under stress. The process puts compressive stresses on the surface. These stresses help stop cracks from starting. The core stays soft and tough, so it can take shocks.
- Heat treating changes the gear’s microstructure. This makes the gear harder and stronger.
- Induction hardening heats the surface fast and cools it quickly. You get a hard outside and a soft inside.
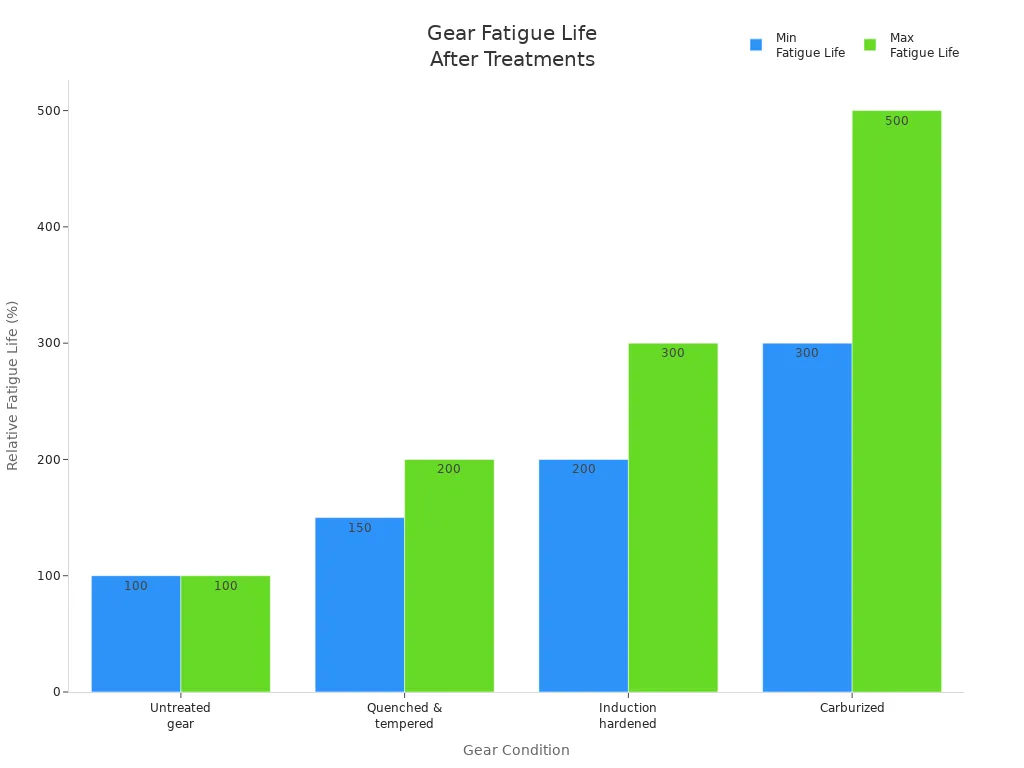
This table shows how induction hardening helps gear strength:
| Benefit | Description |
|---|---|
| Compressive Residual Stresses | Induction hardening adds compressive stresses, improving fatigue resistance and stopping cracks. |
| Enhanced Wear Resistance | The hard surface layer increases wear resistance, key for heavy-duty gears. |
| Tough Core | The process keeps the core tough, balancing strength and toughness. |
You can see how much longer gears last in this chart:
Production Efficiency and Cost Savings
Induction hardening saves time and money. The process heats up fast and uses accurate heating. The core does not get too hot, so there is less distortion. You also spend less time fixing gears after heat treating.
- Induction hardening costs less than furnace case hardening.
- You get better results than with case carburizing.
- The process fits easily into your production line.
Tip: Induction hardening helps you save money and work faster.
Minimizing Deformation and Environmental Impact
Induction hardening helps gears keep their shape. Careful control of power and frequency stops overheating. Special inductor designs spread heat evenly. Dual frequency gear hardening helps heat all parts the same. This lowers the chance of deformation and keeps the gear’s shape.
Induction hardening is also better for the environment. It uses less energy and makes fewer emissions than other heat treating methods. You get strong gears and help the planet at the same time.
Quality Control Measures

Common Challenges in Induction Hardening
There are some problems you might see when using induction hardening for gears. These problems can change how good your gears turn out. Here are some things to look out for:
- The gear might get too hard or crack if the process is not controlled well.
- Quenching can cause trouble, like bubbles or too much liquid sticking to the gear.
- If quenching is weak, the gear may not get hard enough.
- Uneven cooling can bend or crack the gear.
- If the coil is not lined up right, the gear can get too hot.
- Sometimes, too much polymer stays on the gear because of the quenchant or the shape.
You need to know what induction hardening cannot do. If you do not watch the process, you might get cracks, soft spots, or uneven hard layers. Setting up the machine right and checking often helps stop these problems.
Inspection and Testing Methods
You have to check your gears after induction hardening. This makes sure they are good quality. There are different ways to test and inspect:
- Metallographic tests check how hard the surface is using HRC, HV, or HB.
- Magnetoscopic inspection looks for cracks or problems on the surface.
- Heat treatment certificates show proof of quality and let you track each gear.
- Cutting a sample lets you see how deep the hard layer goes and if martensite formed.
When you test how hard the gear is, follow these steps:
- Use a hardness tester that has a calibration sticker.
- Check the tester every day with a test block.
- Look at the diamond or ball every week to make sure it is set right.
- Do not use the first reading because it might be wrong.
- Test three to five times on a block and find the average.
- Keep the test marks apart so the gear does not get harder in one spot.
- Clean the gear before you test it.
- Make sure the gear does not move during the test.
These steps help you know if the induction hardening worked well.
Ensuring Consistency with Canroon Technology
You want all your gears to be the same quality. Canroon’s induction heating systems let you control power, frequency, and quenching very well. This helps you get the right hard layer and strong martensite every time. The smart controls stop the gear from getting too hot or hardening unevenly. You can count on Canroon to give you good results for your gears. With these tools, your production line works well and your quality stays high.
You now know that induction hardening helps gears become stronger and last longer. The process heats and cools the gear’s surface quickly. This makes the outside hard and tough. Gears can handle more use and do not wear out fast. There is less bending or shape change after treatment. The process also saves time and energy. Canroon gives you special tools to help keep quality high and results the same every time.
Tip: If you pick induction hardening, look at your gear’s design, how you control the process, and how you test the gears. Doing this helps you get the best gears for your needs.
الأسئلة الشائعة
What is the main goal of induction hardening for gears?
You want to make the gear surface very hard. This helps the gear resist wear and last longer. The core stays strong and tough. You get better gear performance.
How does induction hardening differ from other heat treatments?
You use induction hardening to heat only the surface. Other methods heat the whole gear. This surface hardening process gives you less distortion and faster cycles.
Can you control the hardness depth with induction hardening?
Yes, you can. You adjust the power, frequency, and heating time. This lets you set how deep the hard layer goes. You get the right hardness for your gear.
Is induction hardening suitable for all gear types?
You can use induction hardening for many gear types. Small, medium, and large gears all work. You may need different coils or methods for special shapes.
Does induction hardening affect gear size or shape?
You see less change in size or shape with induction hardening. The process heats only the surface. Careful control helps keep the gear true to its original form.













