




You may ask what makes induction hardening different from flame hardening. The biggest difference is in how each one uses heat and gets results. Induction hardening machines cause less heat stress. They also make less bending or warping and work faster. Flame hardening causes more heat stress and gives you less control. Being exact and quick is important for good quality every time. Canroon is a trusted company for advanced induction solutions.
| Fonctionnalité | Trempe par induction | Flame Hardening |
|---|---|---|
| Thermal Stress | Less | Plus élevé |
| Distorsion | Réduit | More likely |
| Process Control | Excellent | Less precise |
| Vitesse | Fast | Plus lent |
| Propreté | Propre | Messy |
Points clés à retenir
- Induction hardening lets you control the process well. It works fast and is good for making many parts quickly.
- Flame hardening is cheaper and works for big or strange-shaped parts. It does not control the process as well as induction hardening.
- Use induction hardening when you need parts to be very exact. It also keeps parts from changing shape too much. Use flame hardening for parts with simple shapes.
- Both ways can harm the environment. Make sure to handle cooling water and waste the right way to keep nature safe.
- Canroon gives you expert help. They help you pick the best hardening method for your needs.
Induction Hardening Overview

Procédé de trempe par induction
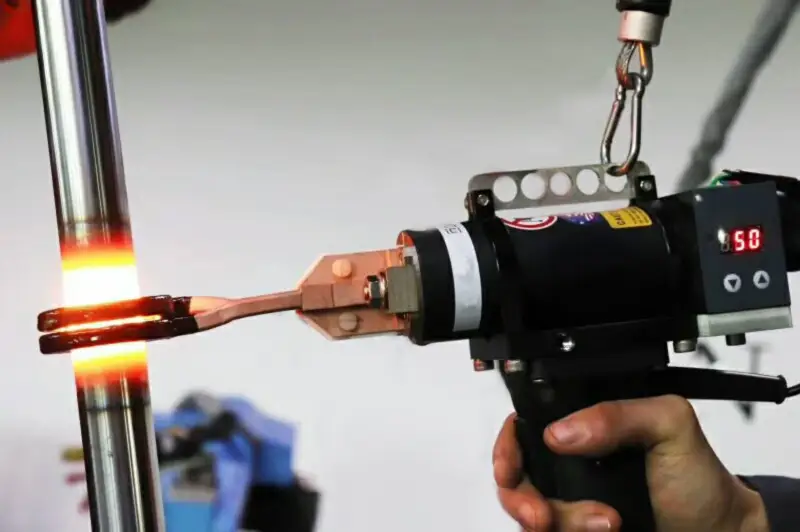
Induction hardening makes metal parts stronger and helps them last longer. The induction hardening machine heats just the outside of a metal part very fast. An electrical current goes through a coil. This makes a magnetic field. The field heats up the metal to a high temperature. You can pick how deep the hardening goes because you have good control. Here are the main steps:
- Clean the part to get rid of oil or dirt.
- Put the part in a coil made for its shape.
- The induction hardening machine heats the outside of the part.
- Cool the part quickly with water or oil. This fast heating and cooling makes the part hard.
- Sometimes, you temper the part to make it tougher.
This heat treatment is very exact and works fast.
Induction Hardening Machine Features
There are different induction hardening machines for different jobs:
- Single-shot hardening machines treat simple parts like gears in one step.
- Progressive (scan) hardening machines move the part or coil. These are good for long parts like shafts.
- Spin hardening machines turn rings or cylinders so they get even heat.
- Dual frequency machines heat the outside and deeper layers for smooth hardness.
Modern induction hardening machines use CNC controls. You can set the power, frequency, and heating time for each part. These machines work quickly and fit into automated lines. This means less mistakes and more parts come out the same.
Pros and Cons
Astuce : Induction hardening gives parts high wear resistance and helps them last longer.
| Avantages | Inconvénients |
|---|---|
| Improved wear resistance | Risk of cracking |
| Increased fatigue life | Some distortion possible |
| Customizable hardness levels | Not for all materials |
| Minimized warpage | |
| Cost efficiency |
You get high accuracy, fast cycles, and little surface damage. There is a small chance of cracking or bending, but this does not happen much if you control the process well.
Applications
Induction hardening is used in many industries. Car makers use it for gears, shafts, and camshafts. Railways use it for wheel flanges. Aerospace companies use it for landing gear and turbine parts. Construction and farming use it for pins, blades, and strong bolts. Machine tool makers use it for dies and cutters.
| Industrial Sector | Typical Applications |
|---|---|
| Automobile | Gears, shafts, camshafts, transmission shafts |
| Aérospatiale | Landing gear, turbine parts |
| Agriculture | Plowshares, blades, pins |
| Construction | Heavy-duty bolts, pins in excavators |
| Machine Tools | Dies, cutters, molds |
Canroon has advanced induction hardening machine solutions. You can trust them for heat treatment that is exact, fast, and reliable.
Flame Hardening Explained

Flame Hardening Process
Flame hardening makes metal parts harder on the outside. A burner gives off a very hot flame. This flame heats just the surface of the metal part. The temperature goes up fast to about 1,450–1,600°F. This is called the austenite range. After heating, you cool the part quickly with water or a spray. This fast cooling makes the outside very hard. The inside stays strong and tough.
Note: Flame hardening works well for medium carbon steels, mild steels, alloy steels, and cast irons. You can use it for many shapes and sizes, even large or oddly shaped parts.
Here are the main steps in the process:
- Clean the part.
- Heat the surface with a flame until it gets hot enough.
- Cool the part fast with water or a spray.
- Sometimes, temper the part so it is not too brittle.
Pros and Cons
Flame hardening is flexible. You can use it on many shapes and sizes. You can pick which areas to harden. This is good for big parts or parts that need only some areas hard. It does not cost a lot for large items.
But, you do not get as much control as with other ways. The process can take more time. You might see more bending or uneven results. It works best for ferrous metals and some alloys. You cannot use it for every material.
| Avantages | Inconvénients |
|---|---|
| Flexible for many shapes | Lower precision |
| Good for large parts | Slower process |
| Selective hardening | More risk of distortion |
| Cost-effective | Limited to some materials |
Applications
Flame hardening is used in many industries. It is good when you need to harden just some parts of a piece. People use it for gears, shafts, and special castings. You see it in cars, planes, and heavy machines. It is also used for tools and machine parts that wear out fast.
- Large gears and gear teeth
- Shafts and axles
- Machine tool surfaces
- Special castings for heavy equipment
Canroon has solutions for flame hardening. They can help you pick the right process. Flame hardening is a smart choice for many jobs, especially for big or tricky parts.
Induction vs Flame Hardening Comparison
Process Differences
Induction hardening and flame hardening work in different ways. Induction hardening uses a coil and electric current to heat steel. The coil makes a magnetic field that heats the metal inside. You set the temperature with digital controls. The process is fast and can be automated for many parts. Flame hardening uses a gas torch to heat the outside of the metal. You control the heat by watching the color and using your skill. This process is slower and best for single parts or small groups. Flame hardening needs skilled workers, but induction hardening does not.
| Fonctionnalité | Trempe par induction | Flame Hardening |
|---|---|---|
| Méthode de chauffage | Electric current through induction coil | Oxy-acetylene or other high-intensity flame |
| Contrôle de la température | Digital, precise | Manual, operator skill |
| Vitesse de chauffage | Fast | Gradual |
| Batch Size | Large, automated | Small, manual |
| Hardness Depth | Ultra-shallow to deep, controlled by frequency | Deeper, controlled by time-at-temperature |
| Shape Adaptability | Basic shapes | Irregular shapes |
| Labor Skill | Unskilled | Skilled |
| Targeted Application | High-volume, repeatable parts | Large, flat, or irregular parts |
Performance and Quality
You want parts to last and not wear out fast. Induction hardening makes the surface very hard and tough. The process creates a strong outside layer. You get steel with tight measurements and little bending. The finish is clean. You can repeat the process and get the same results. Flame hardening also makes steel hard on the outside, but results can change. The process depends on how skilled the worker is. You may see more bending and rough spots. Flame hardening is good for big or odd-shaped parts, but you might need extra grinding to meet exact sizes.
| Fonctionnalité | Trempe par induction | Flame Hardening |
|---|---|---|
| Précision | Very high, repeatable | Moderate, operator-dependent |
| Surface Finish | Clean, minimal scale | More scale, possible discoloration |
| Distorsion | Minimal (0.001–0.005 inch) | Greater (0.005–0.020 inch) |
| Suitability for Specs | Excellent for aerospace, medical | Sometimes needs rework |
| Résistance à l'usure | High wear resistance, excellent wear resistance | Good, but less consistent |
| Hardness Depth | 0.5–6+ mm, controlled | ~2 mm, depends on heating time |
| Hardened Steel Quality | Consistent | Variable |
Cost and Efficiency
You need to think about cost and speed. Induction hardening costs more because it uses advanced machines. The process is fast and fits into automated lines. You can finish parts in seconds. This is great for making lots of parts. Flame hardening costs less. You use simple tools and water to cool the parts. The process is slower and needs more manual work. Flame hardening is best for small batches or special jobs. If you need many hard parts, induction hardening saves time and money over time.
| Metric | Trempe par induction | Flame Hardening |
|---|---|---|
| Vitesse | High speed, seconds per part | Slower, manual, minutes per part |
| Coût | Medium to high, advanced equipment | Low to medium, simple tools |
| Production | High-volume, automated | Small-scale, manual |
| Case Hardening Depth | Controlled, shallow to deep | Less control, usually deeper |
| Hardened Steel | Consistent, repeatable | Variable, operator-dependent |
Tip: Induction hardening is best for making lots of hard parts. Flame hardening is good for special shapes and jobs.
Environmental and Safety
You must think about safety and the environment. Both methods use a lot of energy. Water cooling can harm nature if not managed well. Induction hardening uses electromagnetic induction, so there are no open flames. This lowers fire and explosion risks. Flame hardening uses gas torches and open flames. There is more risk of burns, fires, and explosions. Skilled workers must be careful to avoid accidents. Both methods make waste, so you need to dispose and recycle it properly.
- Induction hardening lowers fire risks and keeps your workplace safer.
- Flame hardening increases risks with open flames and flammable gases.
- Both processes need careful water management to protect the environment.
- You must handle waste from case hardening to avoid pollution.
Comparison Table
Here is a table showing the main differences:
| Fonctionnalité | Trempe par induction | Flame Hardening |
|---|---|---|
| Process | Automated, electric coil | Manual, gas torch |
| Vitesse | Seconds per part | Minutes per part |
| Précision | High, repeatable | Moderate, operator skill |
| Coût | Medium to high | Low to medium |
| Case Hardening Depth | 0.5–6+ mm, controlled | ~2 mm, less control |
| Hardened Steel Quality | Consistent | Variable |
| Résistance à l'usure | Élevé | Good |
| Surface Finish | Propre | More scale |
| Distorsion | Minimal | Greater |
| Production Volume | High-volume | Small-scale |
| Sécurité | Lower risk | Risque accru |
| Impact environnemental | High energy, less waste | High energy, more waste |
| Targeted Application | Repeatable parts | Large, irregular parts |
Induction hardening gives you hard surfaces, great wear resistance, and consistent results. Flame hardening works well for big or odd-shaped parts, but results can change and risks are higher. If you need lots of hard parts, induction hardening is the best choice. If you need to harden a big or strange-shaped part, flame hardening is a smart option.
Choosing the Right Method
Part Size and Geometry
Think about the size and shape of your part first. Induction hardening works well for parts with tricky shapes. The machine heats only the spots you want. It works even if the part has curves or holes. You get less bending and more control over how deep the hard layer goes. Flame hardening is better for big, flat, or simple shapes. It is harder to control the process on parts with lots of details.
Tip: If your part has curves or special features, induction hardening gives better results.
Here is a table to help you compare:
| Process | Geometric Complexity Handling | Distortion Level | Case Depth Control |
|---|---|---|---|
| Trempe par induction | High (complex geometries) | Faible | Precise |
| Flame Hardening | Low (simpler geometries) | Élevé | Less precise |
Cost and Production Volume
Think about how many parts you need and your budget. Induction hardening costs more at first because you need special machines. If you make lots of parts, this method saves money over time. The process is fast and fits into automated lines. Flame hardening uses simple tools and costs less at the start. It is better for small batches or one-time jobs. If you only need a few parts, flame hardening can save money.
- Induction hardening: Best for making lots of parts and saving money long-term.
- Flame hardening: Best for small batches and lower starting costs.
Precision Needs
You want your parts to be the right size and shape. Induction hardening gives you great precision. The machine heats only the surface, so the part keeps its shape. You do not need much extra grinding after. Flame hardening gives less control. You may see more bending or uneven results, so you might need to fix the part after.
Here is a table to show the difference:
| Fonctionnalité | Trempe par induction | Flame Hardening |
|---|---|---|
| Distorsion | Minimal | Moderate |
Induction hardening lets you keep tight measurements. You get parts that fit and work well every time. Flame hardening works when you do not need perfect precision.
Note: Induction hardening is the best choice when you need high accuracy and less fixing.
Canroon’s Guidance
You do not have to choose alone. Canroon helps you find the best solution for your needs. The company designs induction hardening machines for many industries. These include automotive, engineering, and manufacturing. Canroon works with the SAET Group to bring you advanced technology. You get expert advice and machines that fit your job. Canroon focuses on new ideas, good performance, and long-term reliability. You can trust their team to help you pick the most cost effective and efficient method for your parts.
If you want a partner who understands your needs, Canroon can guide you to the right hardening solution.
You now understand the main ways induction and flame hardening are different. Induction hardening uses electromagnetic fields to heat metal fast and with control. Flame hardening uses a direct flame and works at a medium speed. Look at the table below for a quick comparison:
| Fonctionnalité | Trempe par induction | Flame Hardening |
|---|---|---|
| Méthode de chauffage | Electromagnetic fields | Direct combustion |
| Speed & Efficiency | Fastest | Moderate |
| Depth & Durability | Controlled depth | Moderate depth |
When you pick a method, think about how you prepare the material. You should also think about which tool steel you use. There is a chance of bending or cracking. Canroon can help you choose the best way for your job. Contact their team if you want advice on hardening your parts.
FAQ
What is the main benefit of induction hardening?
Induction hardening gives you very exact results. It works fast and makes the surface hard. Parts do not bend much. You can use it for many parts at once.
Can you use flame hardening on all metals?
No, you cannot use it on every metal. Flame hardening works best on medium carbon steels and some cast irons. Always check your metal before picking this method.
How do you choose between induction and flame hardening?
Think about the size and shape of your part. Also, think about how many you need. Induction hardening is good for lots of parts. Flame hardening is better for big or strange-shaped parts.
Is induction hardening safer than flame hardening?
Yes, it is safer. Induction hardening does not use open flames. This means there is less chance of fire. Your workplace stays safer.
Does Canroon offer support for choosing a hardening method?
| Service | Canroon Provides? |
|---|---|
| Technical Advice | ✅ |
| Machine Setup | ✅ |
| Process Support | ✅ |
You can ask Canroon for help. They will guide you to the best choice for your job.













