




Induction brazing helps you join metals using heat from coils. It makes clean and strong joints fast. You can control the process very well. Many industries use induction brazing because it works so well. For example, you see it in cars, planes, medical tools, HVAC, and electrical work.
| Industry/Sector | Application of Induction Brazing |
|---|---|
| Automotive | Making strong joints for engine parts, transmission parts, and heat exchangers. |
| Aerospace | Making tough joints for plane parts that face harsh conditions. |
| Medical | Making medical devices with clean and exact joins for good quality. |
| HVAC | Making leak-proof joints in pipes and heat exchangers for better heat control. |
| Electrical | Joining electrical parts with high-quality joints for good performance. |
Key Takeaways
- Induction brazing heats metals fast and accurately using electromagnetic fields. It makes joints that are strong and clean. This method is quicker than old brazing ways. It also saves more energy. It helps stop oxidation and cuts down cleaning time. You must prepare well by cleaning the parts. You also need to use the right filler metal and flux. This is important for making good joints. Induction brazing can work with many metals. It works with copper, steel, and aluminum. Many industries can use this method. Induction brazing is safer because it does not use open flames. It lowers fire risks at work.
What Is Induction Brazing?

Definition and Key Principles
Induction brazing is a way to join metal pieces. You use a filler metal that melts at a lower temperature than the main metals. The main parts do not melt. They get hot enough for the filler to melt and stick them together.
A coil makes an electromagnetic field for induction brazing. When you put a metal that conducts electricity in this field, it heats up fast. This lets you control the heat very well. People often use flux on the joint. Flux helps the filler metal move and keeps the joint clean.
Key Principles of Induction Brazing:
- Electromagnetic fields make heat in the metal.
- Eddy currents heat the metal in one spot.
- The filler metal melts before the base metals do.
- Capillary action pulls the melted filler into the gap to make a strong joint.
This method works with many materials. You can join steel, copper, brass, and some special alloys. The process is quick and does not make a mess. That is why many industries like it.
Induction vs. Traditional Brazing
You may wonder how induction brazing is different from older ways like torch or furnace brazing. The big difference is how you heat the metal. Induction sends energy right to the metal. You do not waste energy heating air or the whole furnace. This saves energy and money.
Older brazing uses a torch or furnace. These ways use open flames and gases. This can make more oxidation and scaling. You may need to clean the parts more after. Induction brazing heats only the joint and does it fast. This means less oxidation and a cleaner joint.
Comparison Table: Induction vs. Traditional Brazing
| Feature | Brasage par induction | Traditional Brazing (Torch/Furnace) |
|---|---|---|
| Heating Method | Electromagnetic field (coil) | Open flame or heated chamber |
| Energy Efficiency | High (direct to metal) | Lower (heats air and surroundings) |
| Joint Cleanliness | Cleaner, less oxidation | More oxidation, needs more cleaning |
| Precision | High, localized heating | Lower, less control |
| Speed | Fast, short cycles | Slower, longer exposure |
Induction brazing gives you better control. You can heat just the spot you want. This helps protect other parts. You also save time and energy. This lowers your costs. Many people like induction brazing because it makes clean and strong joints.
How Induction Brazing Works
Induction Heating Process
You start the induction brazing process by preparing your parts. Clean the surfaces of your copper pipes or other metals to remove oil, dirt, or oxidation. This step helps you get strong and reliable joints. Next, check the overlap or socket joint. Make sure the depth is enough for a solid connection.
You need to clamp the pipe assembly so the parts stay in place. This keeps everything lined up during heating. Now, you can apply the filler metal. Turn on the induction heater. The coil creates an electromagnetic field that heats the metal quickly and evenly. The filler metal melts and flows into the joint.
Let the joint cool down slowly. This step helps the filler metal solidify and form a strong bond. You can follow these steps for most induction brazing jobs:
- Clean the metal parts.
- Prepare the joint for the right overlap.
- Clamp the assembly.
- Apply the filler metal and start the induction heater.
- Allow the joint to cool.
Induction coils play a big role in this process. Most coils use round or flat pure copper pipes. These pipes have a diameter of 4-12mm and a wall thickness of 1-1.5mm. Water cools the coils during operation. The design of the coil matters. You need the right gap between the coil and the joint. This prevents short-circuiting and gives you fast heating cycles with consistent results.
Role of Filler Metal and Flux
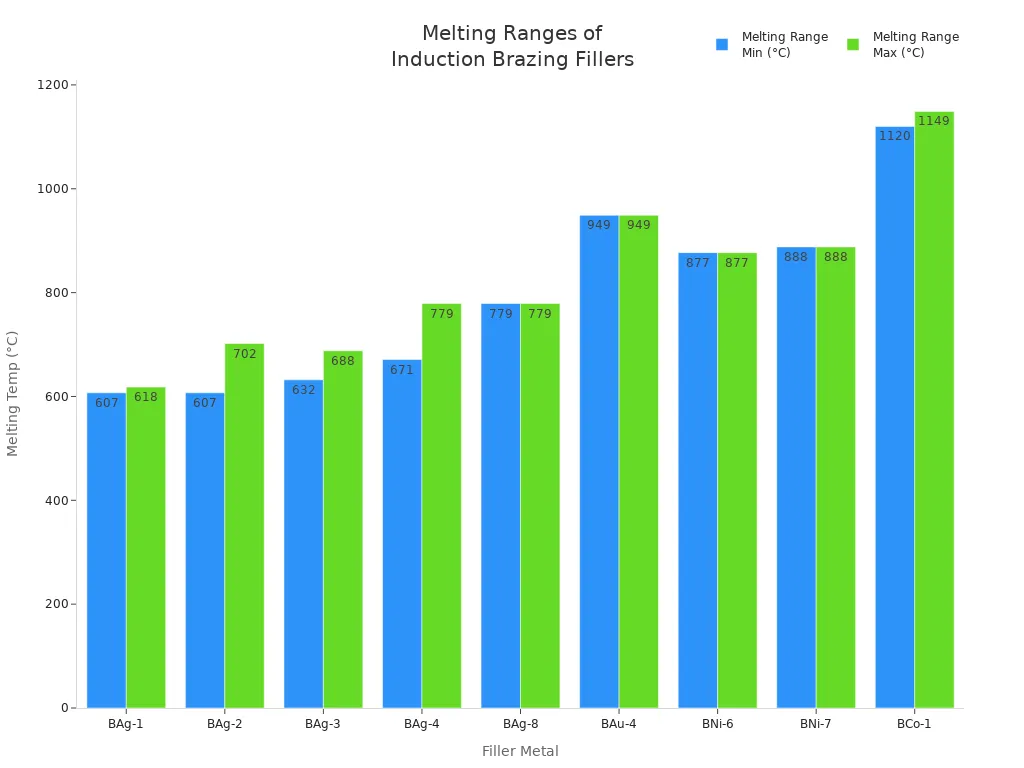
Filler metal joins your base metals without melting them. You choose the right filler metal based on the metals you want to join and the temperature you need. Here is a table showing some common filler metals and their melting temperature ranges:
| Filler Metal | Composition | Melting Temperature Range (°F) | Melting Temperature Range (°C) |
|---|---|---|---|
| BAg-1 | 45Ag-15Cu-16Zn-24Cd | 1125-1145°F | 607-618°C |
| BAg-2 | 35Ag-26Cu-21Zn-18Cd | 1125-1295°F | 607-702°C |
| BAg-3 | 50Ag-15.5Cu-15.5Zn-16Cd-3Ni | 1170-1270°F | 632-688°C |
| BAg-4 | 40Ag-30Cu-28Zn-2Ni | 1240-1435°F | 671-779°C |
| BAg-8 | 72Ag-28Cu | 1435°F | 779°C |
| BAu-4 | Au-18Ni | 1740°F | 949°C |
| BNi-6 | Ni-11P-0.06C | 1610°F | 877°C |
| BNi-7 | Ni-14Cr-0.02B-0.1Si-0.2Fe-0.06C-10P | 1630°F | 888°C |
| BCo-1 | Co-19Cr-17Ni-0.8B-8Si-1Fe-4W-0.4C | 2050-2100°F | 1120-1149°C |
You also need flux for most brazing jobs. Flux covers the joint and protects it from air. This stops oxides from forming and keeps the joint clean. The type and amount of flux matter a lot. If you use too little or the wrong kind, you can get weak joints or extra cleaning work.
The quality and consistency of flux are crucial for producing high-quality brazed joints. Overheating during brazing can cause flux to char or burn, requiring additional cleaning steps. Diluting flux with water reduces its effectiveness, leading to burning or charring of metals and compromised joint integrity.
You should cover the joint surfaces completely with flux. Some fluxes work better for certain metals or higher temperatures. For example, boron-modified black flux helps with fast induction heating and high-temperature jobs. Always match your flux to your filler metal and base materials for the best results.
Localized and Controlled Heating
Induction brazing gives you selective heating. You only heat the area you want to join. This saves energy and protects the rest of your part from damage. You do not need to heat the whole assembly, like in furnace brazing. This method also reduces oxidation and scaling, which means less cleaning later.
- Induction heating applies heat only to the areas being brazed, avoiding heating the entire assembly.
- This method minimizes metallurgical changes and part distortion compared to heating whole assemblies.
- Induction brazing reduces oxidation and scaling, which are common with flame brazing.
You get more control over the process. This is important for sensitive components. The table below shows the main benefits of controlled heating:
| Benefit | Description |
|---|---|
| Shorter Thermal Cycles | Induction brazing significantly reduces the time required for heating, minimizing thermal stress. |
| Precision Heating | It allows for targeted heating of specific areas, protecting sensitive components from damage. |
| Compatibility With Materials | Induction brazing works with various alloys, crucial for applications where material integrity is vital. |
You can join many types of materials with this method. You get strong, clean joints and protect your parts from overheating. Induction brazing helps you work faster and get reliable results every time.
Advantages of Induction Brazing
Speed and Precision
Induction brazing is fast and very accurate. It uses electromagnetic energy to heat only the spot you need. This lets you make strong joints quickly. You do not waste time or energy heating the whole part.
Induction brazing makes joints that are strong and clean. The heat stays in one place, so there is less mess. You do not have to clean up much after.
You can trust this process to give the same results every time. This helps you make better joints, even when making many parts. The controlled heating keeps your base materials safe from harm.
Clean Joints and Safety
Induction brazing gives you cleaner joints than using a flame. The heat is focused, so there is less oxidation and fewer bad things in the joint. You do not have to clean up as much after you finish.
- Induction brazing lowers the risk of oxidation and contamination because it heats only one spot.
- It does not use an open flame, so there is less fire danger.
- You do not need fuel gases, so there is less risk of explosions.
- The process does not make smoke or flames, so your workspace is safer and quieter.
The equipment is easy to use with simple controls. This makes mistakes less likely and keeps you safe.
Versatility and Quality
Induction brazing works with many different materials. You can use it with copper, steel, aluminum, brass, and special alloys. You can join different metals and still get strong, leak-free joints.
- Induction brazing can use many types of soldering and brazing alloys, like lead, tin, zinc, aluminum, silver, gold, platinum, nickel, and copper braze alloys.
- You can braze stainless steel, titanium, Kovar, molybdenum, and more.
- The process makes water and airtight joints with little oxidation.
Induction brazing makes strong bonds that can handle shaking and heat changes. You get good results for tough jobs. This method gives you speed, safety, and better joints every time.
Getting Started with Canroon
Choosing Equipment
You need to pick the right Canroon induction system for your job. First, match the machine’s power and frequency to your metals and joints. Check if the machine can heat enough and cool down well for your work amount. Make sure the equipment is safe and meets quality rules. If you work with planes or medical tools, check if the system follows those rules.
Think about how fast you must heat parts and how exact the temperature should be. Compare how long it takes and how good the joints are with what your job needs. Look at the total cost, like energy, fixing, and training. Some sellers give discounts if you buy a lot, which can save money. Pick machines with temperature sensors and ways to watch and record the process. These features help you see your results and make them better. Make sure the system fits with your other machines or robots. Good support, extra parts, and training from the seller are important too.
Setup Steps
You can set up your Canroon induction brazing system by following these steps:
- Put the machine on a flat surface close to your work.
- Plug in the power and check if the current is steady.
- Connect the water cooling to keep the coil cool.
- Pick the right coil for your joint’s size and shape.
- Set the heat for your filler metal’s melting point.
- Hold your parts in place with the right tools.
- Clean all parts to get rid of oil, dirt, or rust.
- Put flux on the joint area.
- Start heating and watch the filler metal melt and flow.
- Let the joint cool before you touch it.
Tip: Always wear safety gear and follow the manual for the best results.
Tips for Success
You can make strong and clean joints if you use these tips:
- Use the same filler metal and good tools every time.
- Make joints with the right space between parts.
- Clean everything before you start.
- Pick the right flux and alloy for your job.
- Watch the induction power to keep it steady.
- Make sure the part’s thickness and size do not change.
- Write down your brazing steps to do the same thing again.
If you follow these tips, you will get better joints and have fewer problems with your work.
Induction brazing gives you many good things. You get joints that are strong and do not leak. The process is quick and you do not need to clean much. It is safer because there is no open flame. You get the same results every time you use it. You save energy and your parts do not get hurt. You can use this method for many different jobs.
If you need help, Canroon is always ready to help you. They give support all day and night. They teach your team with hands-on lessons. They send real parts fast if you need them.
| Service Type | Description |
|---|---|
| Support technique | 24/7 expert help for any issue |
| Training | Hands-on lessons for your team |
| Fourniture de pièces de rechange | Quick delivery of genuine parts |
Induction brazing will become more popular. Many industries want cleaner and faster ways to join metals.
FAQ
What metals can you join with induction brazing?
You can join copper, steel, brass, aluminum, and many special alloys. This method works well for both similar and different metals.
Do you need flux for every induction brazing job?
Most jobs need flux. Flux keeps the joint clean and helps the filler metal flow. Some special alloys or controlled atmospheres may not need it.
Is induction brazing safe to use?
Induction brazing is safer than flame brazing. You do not use open flames or fuel gases. The process makes less smoke and lowers fire risks.
How do you know if the joint is strong?
- Check for smooth, even filler metal flow.
- Look for no gaps or cracks.
- Test the joint with gentle pressure.
Can you automate induction brazing?
Yes, you can use robots or machines to automate the process. Automation helps you get the same results every time and saves labor.













